Profilované plechy jsou široce používány v průmyslové a občanské výstavbě. Nejsou však vyráběny ručně. Jak je uspořádána linka na výrobu vlnité lepenky, jaké jsou a jaké jsou rozdíly - dále v článku.
Před přímým zvážením zařízení, abyste lépe porozuměli tomu, jak se určují jeho vlastnosti, měli byste se rozhodnout, jaké typy vlnité lepenky jsou. Koneckonců jsou to parametry konečného produktu, které určují výběr zařízení pro jeho výrobu.
 Terasa, i když má nejmenší hodnotu zvlnění (8 mm u stěnových úprav), se ukazuje být mnohem pevnější než běžný, pozinkovaný ocelový plech, ze kterého je vyrobena.
Terasa, i když má nejmenší hodnotu zvlnění (8 mm u stěnových úprav), se ukazuje být mnohem pevnější než běžný, pozinkovaný ocelový plech, ze kterého je vyrobena.
Právě podélné odlehčení zajišťuje jeho dodatečnou tuhost.Proto jej stavitelé široce používají pro různé účely: ploty a stěny průmyslových budov, jako střešní krytina, pro mezipodlahové stropy a dokonce i jako pevné bednění.
Stěny a střešní krytina z vlnité lepenky nezatěžují budovy a mají vynikající těsnost (poznámka 1).
Přirozeně různé úkoly vyžadují různé vlastnosti, a proto linky na výrobu vlnité lepenky.
Veškeré technologické informace o spotřebitelských kvalitách jsou obsaženy v samotném značení vlnité lepenky, s nímž je důležité se předem seznámit jak si vybrat střechu z vlnité lepenky.
Pro jeho výrobu existuje státní norma - GOST 24045-94, kde jsou registrovány všechny vlastnosti odrážející se ve značce.
Například C44-1000-0,4 znamená:
- C - účel materiálu
- 44 - výška zvlnění
- 1000 - užitečná, nebo montážní šířka plechu
- 0,4 - tloušťka použitého kovu
Klasifikace vlnité lepenky (poznámka 2):
- S - obložení stěn používá se pro stavbu plotů, zdí a příček
- Pro zastřešení se používá H - střešní vlnitá lepenka
- HC - používá se jako střešní krytina a jako vlnitá lepenka na stěny
Důležitá informace! Pro výrobu všech standardních vlnitých plechů se používá plech o šířce 1250 mm. Různé šířky konečného výrobku (zpravidla od 750 do 1150 mm) jsou určeny odklonem materiálu do výšky zvlnění: čím vyšší profil, tím menší šířka. Zároveň se však úměrně zvyšuje i síla.
Délka plechů v souladu s GOST může být od 2,4 pro stěnu a 3 m pro smíšené a střešní materiály, až do 12 m pro všechny typy.
Vzhledem k tomu, že materiál je válcovaný, jsou však výrobci na zakázku připraveni řezat své výrobky na jakoukoli velikost vhodnou pro zákazníka.
Střešní materiály mají také ve většině případů speciální kapilární drenážní drážku v horní části zvlnění na vnější straně.
Jako surovina pro výrobu vlnité lepenky se používá pouze pozinkovaný válcovaný kov. Může mít tloušťku 0,35 až 2 mm. Standardní vnější průměr role je 1,2 m, přičemž délka plechu v ní závisí na tloušťce kovu.
Ocel může mít buď konvenční zinkový povlak, nebo další vrstvu ochrany z laku nebo polymeru.
V tomto případě může být nátěr aplikován jednostranně nebo oboustranně, v případě oboustranné aplikace může být proveden jedním nebo různými materiály.
Důležitá informace! Nejspolehlivější a nejodolnější je vlnitá lepenka potažená syntetickými polyesterovými materiály. Ale je také nejdražší a nejzranitelnější vůči mechanickému poškození ochrany. Poslední nedostatek je však zmírněn přítomností speciálních opravných směsí na trhu.
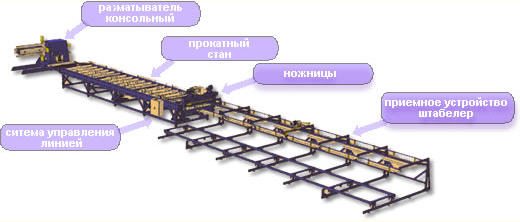
Typické schéma linky na výrobu vlnité lepenky obsahuje zpravidla pět hlavních zařízení:
- Odvíječ - role ocelového plechu je umístěna na hřídel a přidržována, aby byla přivedena na místo zpracování
- Tvářecí stolice je hlavním prvkem linky, kde probíhá vlastní profilování dodávané materiálové pásky.
- Řídící jednotka - zde můžete zapínat, vypínat a programovat parametry pro fungující zařízení
- Gilotinové nůžky - s jejich pomocí se hotový profil řeže na plechy
- Přijímací stůl - zpravidla odpovídá rozměrům aktuálně vyráběného plechu (šířka stolu je pevná, délku lze upravit). Zde jsou hotové výrobky stohovány a baleny pro následnou expedici do skladu.
Důležitá informace! Někteří renomovaní výrobci zařízení, kteří vyrábějí různé linky pro výrobu: výroba vlnité lepenky, kovových dlaždic, jiných typů válcovaných výrobků, vybavují své výrobky přídavnými zařízeními. Může to být například podávací stůl umístěný mezi odvíječem a tvářecím strojem, nebo odstřihovací nůžky, které přispívají k rychlé výměně role. Takové přísady mají samozřejmě pozitivní vliv na technologický proces, a tím i na kvalitu hotového plechu.
Hlavním prvkem každé linky je však válcovna. Skládá se ze symetrických párů hřídelí (stojanů) instalovaných na rámu, které díky mechanickému stlačení vytvoří na plechu zvlnění, čímž se páska sama protáhne.
Čím větší je jejich počet, tím hlubší je profil. Pásku totiž nelze jednoduše vzít a na vstupu do mlýna ji nastavit do požadovaného ohybu (šířka suroviny je větší než u hotového výrobku).
V tomto případě kov minimálně ztratí svou plasticitu na ohybech a s největší pravděpodobností se zlomí. Navíc to bude v tomto případě velmi obtížné protáhnout formou.

Při průchodu se původní materiál deformuje z menšího ohybu na větší. V souladu s tím roste průměr tvarovacích válců pár od páru a vzdálenost mezi nimi se zmenšuje až k poslednímu stojanu, kde vlnitá lepenka nabývá plánované velikosti.
V souvislosti s popsanými vlastnostmi technologie je prakticky nemožné vyrábět na jedné válcovně výrobky různých profilů.
Každý typ vyžaduje vlastní šířku lůžka v místě instalace stojanů a také odpovídající průměr válců. Existují však modely, které umožňují výrobu materiálu se stejnou výškou zvlnění, ale s různou šířkou plechu.
Teoreticky je také možné vyrábět jiné, s nepříliš velkými rozdíly ve výšce zvlnění, válcované výrobky. V tomto případě však budete potřebovat kompletní vybavení včetně stojanů a gilotinových nůžek.
S přihlédnutím k nákladům na instalační práce se takové řešení z finančního hlediska nebude příliš lišit od instalace nové linky. Každý výrobce se může lišit tloušťkou kovu, typem jeho povlaku a délkou hotové vlnité lepenky.
Na rámu je jako pohon instalována elektrocentrála, jejíž výkon určuje maximální tloušťku zpracovávaného kovu a rychlost válcování.
Mlýn však neprovádí pouze hlavní práci sám, ale je také nosnou konstrukcí pro část zbytku zařízení – minimálně řídicí jednotku a gilotinu, která také hraje důležitou roli.
Nůžky gilotiny zahrnují jakoukoli řadu výroby profesionální podlahy. Opakují geometrii výstupního profilu a mají hydraulický, elektromechanický, méně často pneumatický pohon.
Kvalita výrobků do značné míry závisí na nich, protože okraj vlnité lepenky by neměl mít otřepy a ohyb vytvořený v místě řezu by neměl ovlivnit délku listu o více než 0,5 mm (podle GOST).
Protože řezné hrany nůžek jsou hlavním pracovním prvkem, který ovlivňuje tyto indikátory, vyžadují pravidelně ostření nebo výměnu.

K ovládání celé sestavy mechanismů slouží řídící jednotka. Na začátku výrobního procesu se naprogramuje na určitou tloušťku výchozího materiálu, typ povlaku a také se zde nastaví požadovaná délka plechu.
Tato zařízení mají elektroniku pro vypnutí linky v případě problému.
Výrobní linka na výrobu vlnité lepenky, vybavená takovým regulátorem, je považována za poloautomatickou. To je způsobeno skutečností, že plnění nové kovové pásky po skončení staré role se provádí ručně.
Po zbytek času zůstává personál (který je na většině linek zastoupen jedním pracovníkem) pozorovat absenci poruch - zařízení udělá vše samo.
A teď už se stačí jen seznámit návod k montáži plechové střechya váš domov se promění!
Informační zdroje
- Článek z
- Největší výrobce střešních materiálů
Pomohl vám článek?